- English
- 日本語




名村大成堂は、昭和15年(1940年)に創業し、書道筆、日本画筆、水彩油彩筆などの製造販売を始めました。
同時に、製造販売のみならず製品の品質向上を目指して、製筆技術の研究も独自におこなうために日本毛筆研究所を設立しました。
昭和24年(1949年)には、初代社長の名村春雄が当時の文部省(現在の文部科学省)から文部省学童資材審議委員の辞令を受け、毛筆画筆の専門委員として規格制定などに努めてきました。
このように名村大成堂は、創業当時から現在の日本の筆作りにつながる、品質の向上とその維持に大きく関わって参りました。
そこには、高品質を信条とした名村筆の技術が大いに寄与しています。
名村筆の飽くなき品質向上を目指し、続けてきた製筆技術の研究。
その積み重ねてきた研究により得た、筆作りの極意。
豚毛油彩筆の製造工程で、その極意を一部ご紹介いたします。
豚毛油彩筆は、豚毛1種類のみで造られているため、見た目や穂の作りと言った相違が分かり難い商品の1つです。
豚毛筆において穂先作りの一番最初の工程は、筆の良し悪しを大きく左右するサラエ工程から始まります。
「サラエ」とは、本来は無駄なものを取り除くという意味であり、穂先作りの工程に当てはめると、先の粗い毛や逆毛等の無駄毛を取り除く工程となります。
この工程をおろそかにすると、使用時に粗い毛が飛び出たり、無駄な筆線跡が現れる原因となります。
また、穂のまとまりが悪くなり、繊細な表現が出来なくなります。
この事によりサラエは、全ての穂先作りの中でも重要な工程といえ、いかに丁寧に仕上げるかで筆の良し悪しが決まります。
名村大成堂は、筆の製造を始めた当初からこのサラエ工程を重視した筆作りをしています。



名村製豚毛筆の最大の特徴は、穂先の毛・のど毛・腰毛、これらの毛量をバランス良く毛組(配合)している事です。
この毛組調整により、穂先を肉厚にしたり、腰の力強い穂にしたり、品番別に穂の形状を変化させています。
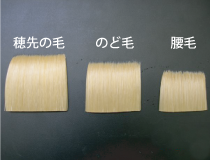



上図のように、長さ違いの毛を一つに束ね混毛(練り混ぜる)していきます。
この混毛作業は、ガラスの上でおこない水を注しながら練り混ぜていきます。
水を注しながら何度も混毛することで、毛と毛が密着し密度が高まり、引締まった穂先となります。
この工程を丁寧に繰り返しているからこそ、名村の筆は弾力が強く高密度な穂先となっています。






豚毛の毛質は、水に湿すとストレートではなくアーチ形に毛が反り曲がる癖のある毛質であるため、軟毛の馬毛やOX・イタチとは異なる芯立技術が必要になります。
反り曲がった毛を芯立するには、「巻き立」製法や「合わせ立」製法等があり、名村豚毛筆は「巻き立」製法を採用しています。
巻き立製法は、サイズに合った毛量をコマで計り取り、曲がった豚毛の癖を利用して1本ずつ左右対称に巻き合わせていく方法です。
この方法により、曲がった毛先が全て内側に向くようにする事で豚毛の癖を均一に相殺し、まっすぐな穂に仕上げる事ができます。








